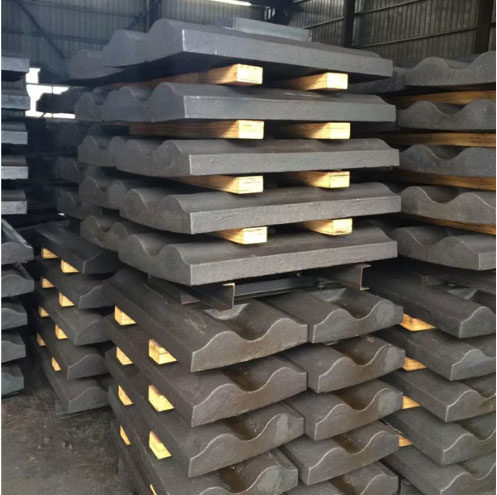
■ Scope
This specification is applicable to wear-resistant liners of Screw Agitator mill. This specification covers the general requirements for the delivery of castings.
■ Reference standards
Note: equivalent international standards are also available
◆ refer to ASTM a802 for visual inspection of casting surface. Latest version.
◆ refer to ASTM E10 for hardness inspection.
◆ refer to ASTM E140 for metal hardness conversion
■ General description
◆ the technical terms in this specification are applicable to the casting and heat treatment of the wear-resistant lining plate of the Screw Agitator mill;
◆ welding repair is strictly prohibited;
◆ hot cutting such as arc gouging is strictly prohibited;
◆ the chemical composition, mechanical properties and hardness requirements shall be determined by the manufacturer; if the customer has special requirements, the order requirements shall be followed.
◆ the casting scheme shall meet the requirements of blank casting size and tolerance; in addition, the parting line of wood mold shall avoid the sprue and riser as much as possible;
◆ casting tolerance requirements need to match the molding method. The standard of ISO8062 steel casting is selected for the tolerance of manual molding, and the tolerance grade of casting dimension is ct13;
◆ the pouring temperature of casting shall be ≤ 100 ℃, and the pouring temperature of each casting shall be recorded; the cooling process of casting shall be strictly controlled to reduce the residual stress and retained austenite.
◆ refer to astma802 class III for surface accuracy, which is applicable to all castings.
■ Heat treatment
4.1 the heat treatment process shall meet the mechanical properties and hardness range of the selected material or order (if required by the customer);
4.2 record the heat treatment process of each casting.
■ Check
◆ spot check 25% after heat treatment, if the spot check is unqualified ≥ 25%, all castings shall be inspected;
◆ for hardness test, the average value of three hardness points within Φ 25mm of the most serious wear is the hardness record value; for hardness test, refer to ASTM E10; all hardness values must be recorded and can not be omitted. If the hardness difference of the same casting exceeds hb50 or the range value, report to the technician (Casting Engineer) immediately; refer to ASTM E140 for hardness conversion
■ Template
6.1 according to the complexity of castings, the manufacturer shall determine the clamps and samples to be used for inspection, and use standard straightedge and measuring tools if possible.
■ Grinding of surface defects
Visible defects to the naked eye can be polished clean, and grinding shall be minimized to reduce the heat of casting; the shape and size of single defect shall meet the following requirements:
D ~ 6 x T
Where, D hole diameter
T hole depth
Fillet radius = 3T
Tmax = 10% of casting thickness
■ Supporting documents
The package shall contain the following supporting documents:
Chemical composition;
Heat treatment records;
Hardness;
Dimension qualification certificate;